

What Is CNC Turning? Process, Materials, Applications, Pros and Limits
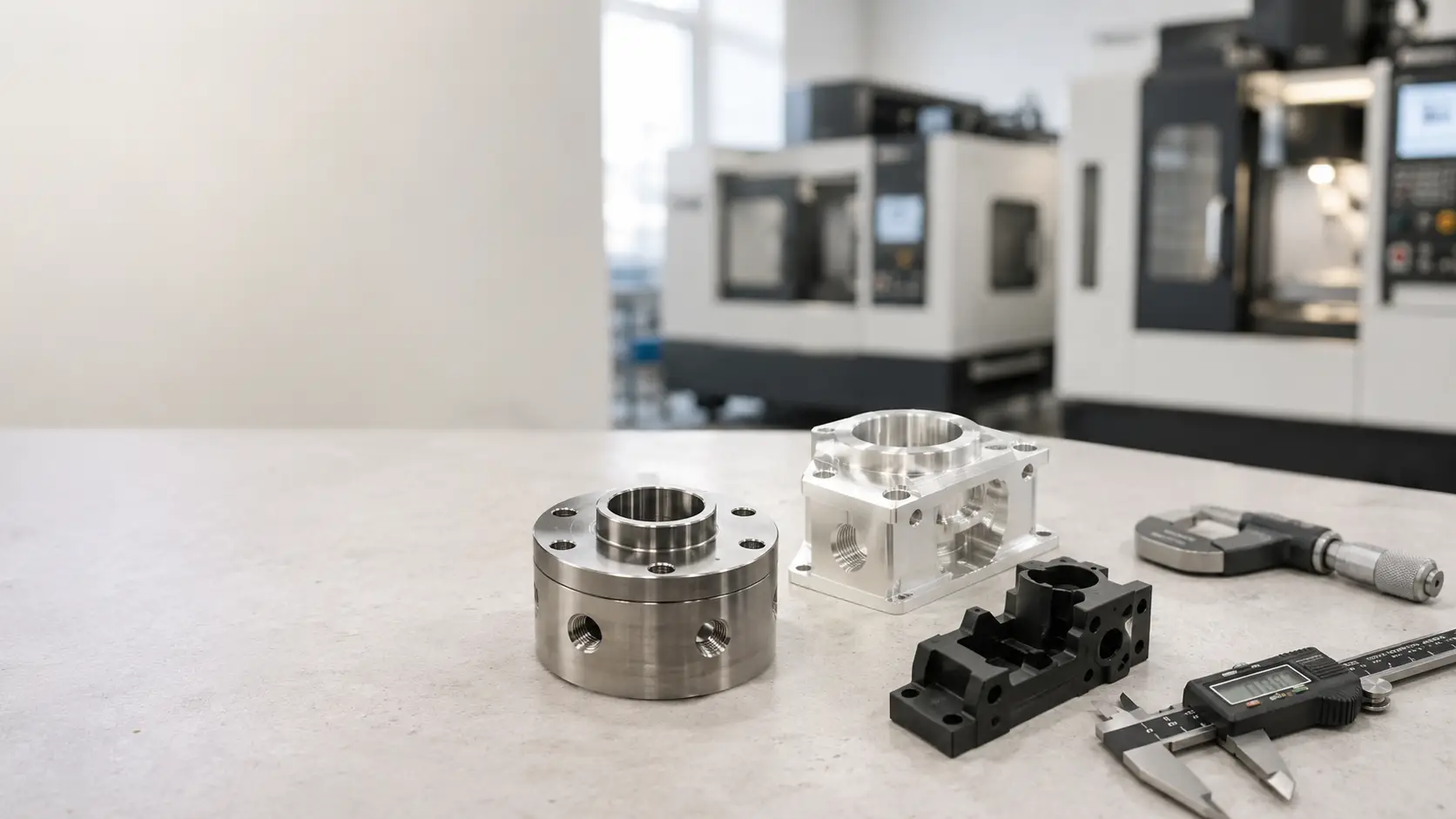
Abstract CNC turning is a subtractive manufacturing process used to produce accurate round, cylindrical, conical, and threaded parts from metal
Abstract CNC turning is a subtractive manufacturing process used to produce accurate round, cylindrical, conical, and threaded parts from metal

Abstract Medical CNC machining is not only about producing accurate metal or plastic parts. For medical device projects, buyers and
Abstract Choosing the right material is one of the most important decisions in precision CNC machining. For tight-tolerance parts, material

Abstract Choosing between titanium and aluminum is one of the most important decisions in lightweight precision components. Both materials are

Abstract Automotive and motorcycle parts are not only judged by shape. Buyers care about strength, weight, assembly fit, surface finish,
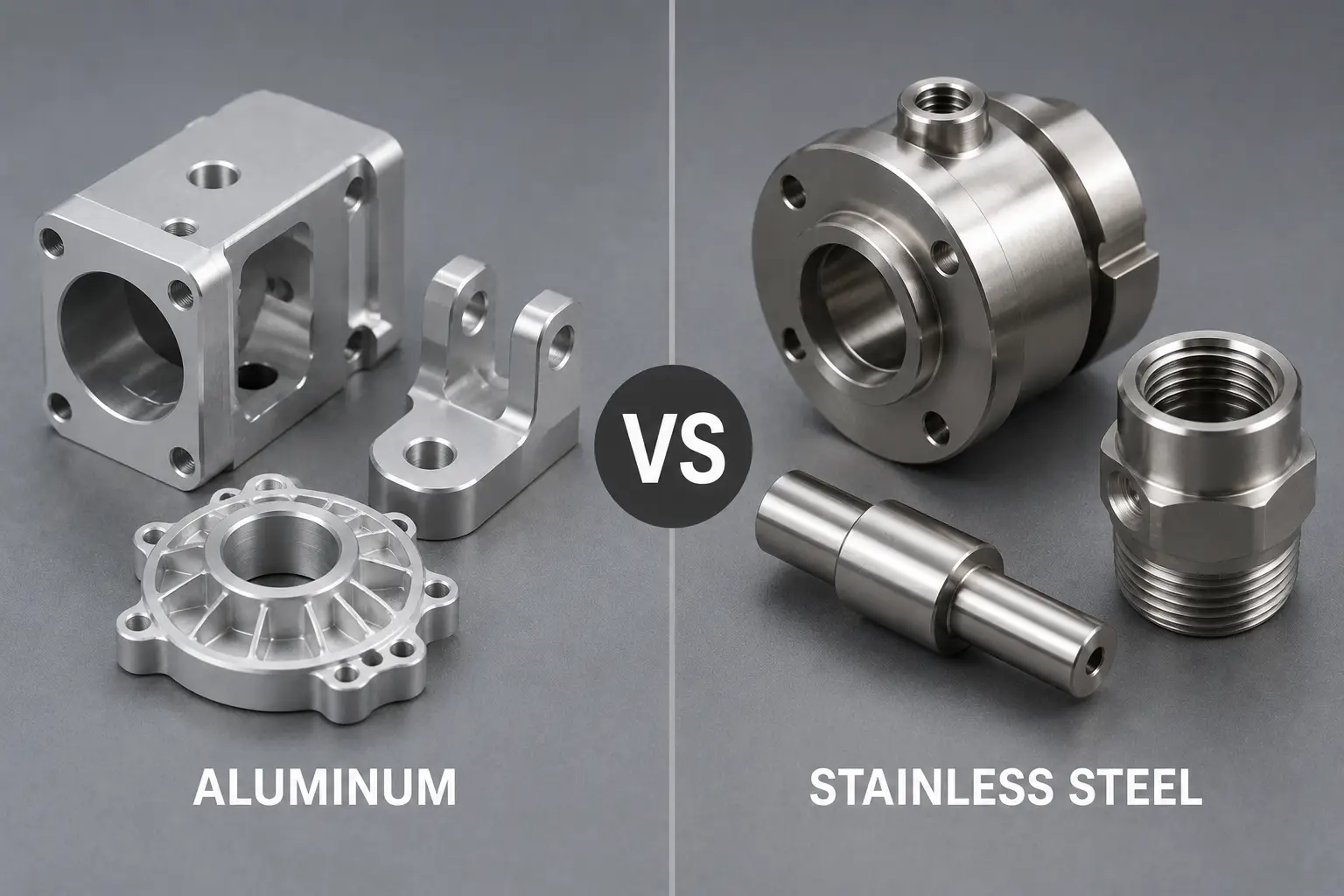
Quick Answer Choose aluminum for lightweight, fast-machined, cost-efficient custom parts. Choose stainless steel when strength, wear resistance, corrosion resistance, heat

Quick Answer Surface treatment is a process that modifies a part’s surface to improve corrosion resistance, wear performance, appearance, roughness, hardness,

Quick Answer Choose 304 stainless steel for general CNC parts in mild environments. Choose 316 stainless steel when parts face

Quick Answer Surface treatment of metals modifies a part’s outer layer to improve corrosion resistance, wear resistance, hardness, appearance, roughness, cleanliness,